
Oui c'est déjà très bien comme résultat.

76 réponses à ce sujet
#62

Oracid
-
- Modérateur
-

- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 17 mai 2018 - 08:14
Enfin ! J'ai réussi à imprimer du NinjaFlex.
Pour faire ça, je me suis offert un Direct Drive Pangéa, 40€, http://www.pangea3d.fr/tetedd.htmlcompatible DiscoEasy 200.
Cela a nécessité quelques réglages. Je suis parti d'un offset de -1,40 à -1,05 parce que ça colle bien au tapis, le Ninja.
Il faut finement régler la vis de l'extruder, si la molette est trop serrée, le filament se replie sur lui-même.
Sinon, pas de problème, j'ai utilisé CuraByDagoma pour le fil PolyFlex qui est prévu à 230°.
Mon objectif, c'est de faire une chenille. C'est pas gagné car le Ninja est plutôt glissant. Faut tester.
Mon idée, c'est de faire une chenille avec des maillons, en m'inspirant des éléments en caoutchouc Lego.
Vous pouvez voir ces éléments sur ce fil, http://www.robot-maker.com/forum/topic/11797-nouveau-barbotin-pour-chenille-lego-souple/
Cette chenille aura l'avantage de s'adapter à la largeur désirée. Les maillons centraux seront spécifiques et s'adapteront au barbotin Lego.
Pour faire ça, je me suis offert un Direct Drive Pangéa, 40€, http://www.pangea3d.fr/tetedd.htmlcompatible DiscoEasy 200.
Cela a nécessité quelques réglages. Je suis parti d'un offset de -1,40 à -1,05 parce que ça colle bien au tapis, le Ninja.
Il faut finement régler la vis de l'extruder, si la molette est trop serrée, le filament se replie sur lui-même.
Sinon, pas de problème, j'ai utilisé CuraByDagoma pour le fil PolyFlex qui est prévu à 230°.
Mon objectif, c'est de faire une chenille. C'est pas gagné car le Ninja est plutôt glissant. Faut tester.
Mon idée, c'est de faire une chenille avec des maillons, en m'inspirant des éléments en caoutchouc Lego.
Vous pouvez voir ces éléments sur ce fil, http://www.robot-maker.com/forum/topic/11797-nouveau-barbotin-pour-chenille-lego-souple/
Cette chenille aura l'avantage de s'adapter à la largeur désirée. Les maillons centraux seront spécifiques et s'adapteront au barbotin Lego.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#63
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 29 novembre 2018 - 11:45
J'ai commencé à imprimer un réducteur Cycloid de démo en PLA, ici https://www.thingive...m/thing:1824742
L'impression est assez volumineuse et j'ai eu du Warping.
J'ai alors eu l'idée de baisser la température pour passer successivement de 210°, 200° et 190°
Voici le résultat. A droite, à 210°, on voit bien le Warping. Au milieu, à 200°, un peu moins. Et à gauche, à 190°, presque pas.
Est-ce une bonne chose de baisser la température ?
Cliquez moi.

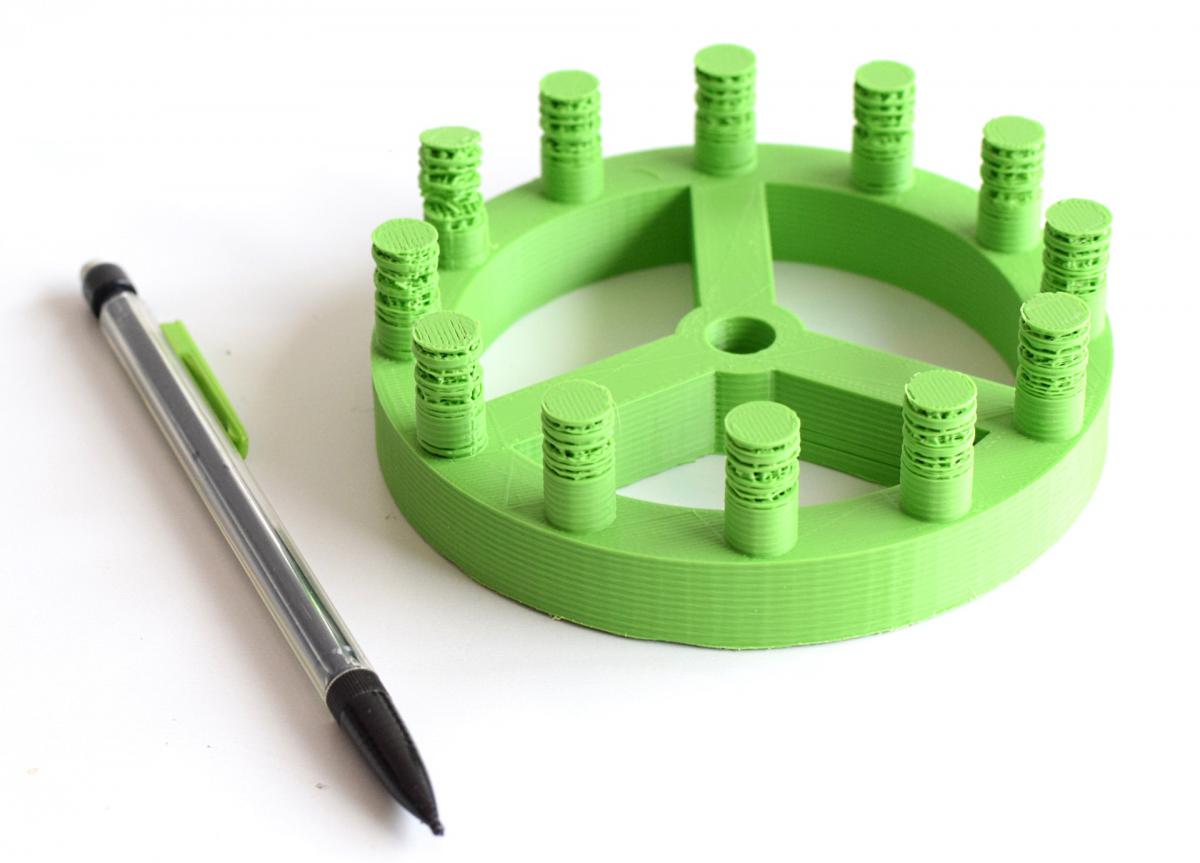
Puis, j'ai imprimé une pièce plus grosse, et là, catastrophe ! Au bout de 3h, les petits cylindres se sont mal imprimés.
J'aimerais bien savoir pourquoi. Vous avez une idée ?
Cliquez moi.
Question subsidiaire. Comment faites vous pour ébarber le brim ?
L'impression est assez volumineuse et j'ai eu du Warping.
J'ai alors eu l'idée de baisser la température pour passer successivement de 210°, 200° et 190°
Voici le résultat. A droite, à 210°, on voit bien le Warping. Au milieu, à 200°, un peu moins. Et à gauche, à 190°, presque pas.
Est-ce une bonne chose de baisser la température ?
Cliquez moi.
Puis, j'ai imprimé une pièce plus grosse, et là, catastrophe ! Au bout de 3h, les petits cylindres se sont mal imprimés.
J'aimerais bien savoir pourquoi. Vous avez une idée ?
Cliquez moi.
Question subsidiaire. Comment faites vous pour ébarber le brim ?
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#64
Mike118
-

- Administrateur
-
- 10â¯339 messages
Staff Robot Maker
- Gender:Male
- Location:Anglet
- Interests:Robotique, Entrepreneuriat, Innovation, Programmation, Résolution de problème, Recherche de solutions, Mécanique, Electronique, Créer, Concevoir
Posté 29 novembre 2018 - 02:26
Un problème qui n'était pas présent avant les 3H est arrivé au bout de 3h.
Exemples :
Le système qui permet de serrer le filament sur l'extrudeur a pu légérerement se désserrer ...
Une impureté qui était sur le filament s'est déposé sur la buse et la bouche partiellement ...
Pour le brim je le faisais au cutter, et il y en a qui ont un outil à ébavurer "spécialement pour ébavurer "....
Par contre depuis que j'ai ma prusa i3 Mk3 je ne fais même plus de brim ... Et j'ai même une fonction qui permet de compenser le très léger phénomène de " patte d'éléphant" ... Donc ça fait un petit moment que je n'ai plus ce problème...
Si mon commentaire vous a plus laissez nous un avis ! 
Nouveau sur Robot Maker ?
Jetez un oeil aux blogs, aux tutoriels, aux ouvrages, au robotscope aux articles, à la boutique et aux différents services disponible !
En attendant qu'une bibliothèque de fichiers 3D soit mise en place n'hésitez pas à demander si vous avez besoin du fichier 3D d'un des produits de la boutique... On l'a peut être !
Si vous souhaitez un robot pilotable par internet n'hésitez pas à visiter www.vigibot.com et à lire le sous forum dédié à vigibot!
#65
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 29 novembre 2018 - 06:53
Et ça ressemble à quoi, cet outil ?il y en a qui ont un outil à ébavurer "spécialement pour ébavurer "....
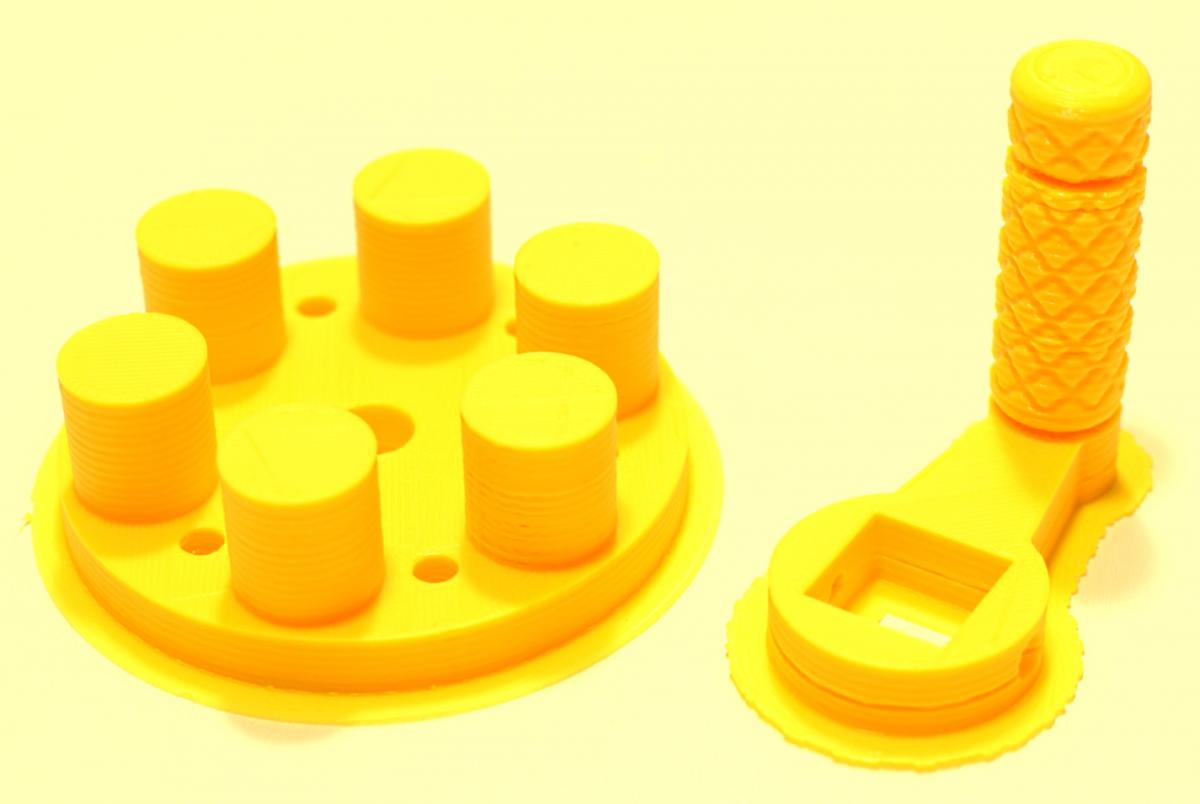
J'ai mis de l'huile sur les tiges filetées, ça va mieux, mais ce n'est pas encore parfait.
Voici encore 2 pièces. La pièce ronde est parfaite, par contre la manivelle a eu un incident de fichier vers le bas au niveau des trous et sur tout son périmètre. De plus, en haut, j'ai eu le même phénomène que précédemment. Mais j'ai dépassé la hauteur de la pièce précédente, donc l'huile a eu son effet. Peut-être n'en ai-je pas mis assez haut.
Je vais pas m'acharner la manivelle fonctionnera très bien comme ça. Par contre, il va falloir que je réimprime la grosse pièce.
Cliquez moi.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#66
Budet
-

- Membres
-
- 366 messages
Habitué
- Gender:Male
- Location:69
Posté 29 novembre 2018 - 07:30
Jai les mêmes problèmes Oracid avec ma dagoma surtout quils ne sont pas repetable, des fois ca marche des fois non
#67
Oliver17
-

- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn


#68
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 29 novembre 2018 - 09:26
je suppose que tu veux parler des points durs. Avec de l'huile ou de la graisse, comme le fait Oliver, ça peut peut-être résoudre le problème.Jai les mêmes problèmes Oracid avec ma dagoma surtout quils ne sont pas repetable, des fois ca marche des fois non
Je ne sais pas de quoi il s'agit. J'utilise CuraByDogoma, je ne veux pas prendre la tête, et on a le choix de mettre ou pas un Brim.Perso pour des pièces comme ça je ne mettrai pas de radeau mais en mode jupe.
Mais ce n'est pas ça qui résout le problème du Warping. En tout cas, en baissant la température cela à l'air de fonctionner.
Pour la dernière impression en jaune, j'ai utilisé un fil qui devrait être à 220°. Le résultat a été catastrophique, alors je l'ai mis à 200° et tu peux voir le résultat qui est excellent. Je parle toujours du Warping, là.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#69
Donovandu88
-

- Membres
-
- 680 messages
Membre passionné
- Gender:Male
Posté 30 novembre 2018 - 08:34
Je pense que le fait de réduire la température peut créer ce problème. Lors des rétractations, si la buse n'est pas assez chaude, le plastique a sûrement un peu de mal à fondre et du coup ça crée des trous.
#70
Oliver17
-
- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn
Posté 30 novembre 2018 - 09:51
Alors pour le warping plusieurs possibilités :
Plateau pas assez chaud et donc la première couche ne tient plus au bout d'un moment.
Buse trop loin du plateau, mauvaise accroche ça pourrait jouer aussi.
Faire un nouveau réglage du plateau.
Effectivement un fils qui se refroidis trop vite aurai tendance à se rétracter sur lui même, peut être un choc de température ou se trouve ton imprimante.
Comme le dit Donovan, voir la température de ta buse (nozzle), il y a aussi la vitesse et distance de rétractation à voir.
Perso (mais je pense baissé avec le caisson) mon nozzle à 210, plateau à 70, et je varie la vitesse et distance de rétractation ça peut être 4 ou 5 mm, vitesse entre 30 et 50 mm/s pour la rétractation.
Mais je joue beaucoup avec tout ça. 
#71
Donovandu88
-
- Membres
-
- 680 messages
Membre passionné
- Gender:Male
Posté 30 novembre 2018 - 10:02
Tu changes tes réglages à chaque filament ?
#72
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 30 novembre 2018 - 03:16
Avec mon imprimante, j'essaye de trouver des solutions les plus simples possibles. C'est vrai que ce n'est pas toujours facile.
Comme vous le savez, j'ai essayé de m'intéresser et de m'investir à fond, mais sans succès.
Très vite, j'ai été confronté à des problèmes qui ne m'intéressent absolument pas.
Je ne dis que je ne ferai pas un jour un effort à l'occasion d'une nouvelle imprimante, mais pour l'instant j'essaye au maximum de me passer d'impression, mais évidemment, parfois j'y suis bien obligé.
J'ai donc découvert que le Warping déminuait fortement en baissant la température. J'ai également découvert que l'huile sur les vis, c'était indispensable.
Aujourd'hui, j'ai imprimé un axe de 1cm de diamètre et de 7cm de long, donc au delà des points durs. Il a été imprimé à la verticale, sans aucun problème. Donc, grace à l'huile, je suppose..
J'ai utilisé un fil vert à 190°. Ce fil doit être chauffé dans une plage de 180° à 210° .
J'ai utilisé un fil jaune à 200°. Ce fil est prévu à 220° par Dagoma.
Merci pour votre aide.
Comme vous le savez, j'ai essayé de m'intéresser et de m'investir à fond, mais sans succès.
Très vite, j'ai été confronté à des problèmes qui ne m'intéressent absolument pas.
Je ne dis que je ne ferai pas un jour un effort à l'occasion d'une nouvelle imprimante, mais pour l'instant j'essaye au maximum de me passer d'impression, mais évidemment, parfois j'y suis bien obligé.
J'ai donc découvert que le Warping déminuait fortement en baissant la température. J'ai également découvert que l'huile sur les vis, c'était indispensable.
Aujourd'hui, j'ai imprimé un axe de 1cm de diamètre et de 7cm de long, donc au delà des points durs. Il a été imprimé à la verticale, sans aucun problème. Donc, grace à l'huile, je suppose..
J'ai utilisé un fil vert à 190°. Ce fil doit être chauffé dans une plage de 180° à 210° .
J'ai utilisé un fil jaune à 200°. Ce fil est prévu à 220° par Dagoma.
Merci pour votre aide.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#73
Mike118
-
- Administrateur
-
- 10â¯339 messages
Staff Robot Maker
- Gender:Male
- Location:Anglet
- Interests:Robotique, Entrepreneuriat, Innovation, Programmation, Résolution de problème, Recherche de solutions, Mécanique, Electronique, Créer, Concevoir
Posté 01 décembre 2018 - 01:31
En fait il faudrait " surveiller " l'imprimante pendant l'impression pour savoir d'où viennent les problèmes ...
=>Le système qui permet de serrer le filament sur l'extrudeur a pu légérerement se désserrer ...
=>Une impureté qui était sur le filament s'est déposé sur la buse et la bouche partiellement ...
=> Le filament peut être abîmé ou de diamètres irrégulier à certains endroits ...
Je ne sais pas quelle vis tu graisses avec de l'huile, je suis sûr que c'est certainement pas mauvais pour la machine, mais à moins que tu ais un impact sur l'extrudeur je ne pense pas que tu ais eu un impacte significatif sur le problème de manquement de matière observé dans certaines de tes pièces ...
" attention au fausses croyances de cause à effet " ...
Même en supposant que les vis huilées soient les vis qui font monter la buse d'impression, et qu'il y a bien un problème sur cette vis, le problème ferait que la buse ne monte pas assez et il y aurait des surplus de matière au même endroit ... Pas des manques ... (Je sais pas si je suis clair dans ce que je raconte... )
Si mon commentaire vous a plus laissez nous un avis !
Nouveau sur Robot Maker ?
Jetez un oeil aux blogs, aux tutoriels, aux ouvrages, au robotscope aux articles, à la boutique et aux différents services disponible !
En attendant qu'une bibliothèque de fichiers 3D soit mise en place n'hésitez pas à demander si vous avez besoin du fichier 3D d'un des produits de la boutique... On l'a peut être !
Si vous souhaitez un robot pilotable par internet n'hésitez pas à visiter www.vigibot.com et à lire le sous forum dédié à vigibot!
#74
Forthman
-

- Membres
-
- 1â¯493 messages
Membre chevronné
- Gender:Not Telling
- Location:Montauban (82)
Posté 01 décembre 2018 - 07:43
il y a peu j'ai changé ma buse car elle commençait à être encrassée (pas la sortie en 0.4 mais la partie en 1.8mm)
du coup pour de petites impressions, où le fil doit souvent monter/descendre dans la buse, l'impression ratait systématiquement.
#75
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 01 décembre 2018 - 07:56
Très clair.Même en supposant que les vis huilées soient les vis qui font monter la buse d'impression, et qu'il y a bien un problème sur cette vis, le problème ferait que la buse ne monte pas assez et il y aurait des surplus de matière au même endroit ... Pas des manques ... (Je sais pas si je suis clair dans ce que je raconte... )
J'ai réimprimé la grande couronne de ce post, https://www.robot-ma...sy200/?p=100445
Rien à faire, les mêmes problèmes sont réapparus. Pourtant, comme je l'ai dis plus haut, j'ai imprimé un cylindre de 1cmx7cm, sans problème.
En regardant l'impression, j'opterais pour un problème de vitesse.
Je ne vais pas m'acharner !
Je vais faire ma lettre au Père-Noel, c'est le bon moment pour changer d'imprimante.
Merci à tous pour vos conseils.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#76
Oliver17
-
- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn
Posté 01 décembre 2018 - 10:07
Pour le manque de matière je pencherai pour un problème de distance du fils et ça vitesse lors de la rétractation.
Pourquoi, et bien sur des grandes distances " " tu as le problème, c'est que la rétractation et la vitesse se mettent en fonction lorsque d'un changement de position, alors que sur ton cylindre de 1cm sur 7 et bien cela imprime en continue sans changement de position brut si je puis dire.
Perso sous cura (mais je dois changer le réglage pour la CR10), si la distance est trop importante et la buse pas assez chaude effectivement tu peux avoir un manque de matière.
Ce sont ces réglages sur Cura.

Pour ton warping donc mauvaise accroche au plateau et peut être un choc thermique là ou se trouve l'imprimante.
Ps : pour le warping ta première couche imprime bien à petite vitesse ?? perso je suis à 20 mm/s à la première couche.
#77
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 01 décembre 2018 - 12:11
Merci Oliver, mais je pense avoir trouvé la solution à mes problèmes, enfin, j'espère. https://www.robot-ma...lle-imprimante/
Ma chaine YouTube : https://www.youtube..../oracid1/videos








1 utilisateur(s) li(sen)t ce sujet
0 members, 1 guests, 0 anonymous users

