Pratiquement l’intégralité des étapes de la réalisation de notre Machine de Turing a été enregistrée sur une foule de photographies qui sont commentées et préservées dans le dossier <Galerie d’IMAGES> qui accompagne ce didacticiel. Tout au long des pages qui vont suivre il sera fait référence à ces très nombreuses photographies. La toute première unité que nous allons réaliser est le lecteur de feuilles perforées traduisant les algorithmes soumis à la machine. Cette unité de base est constituée d’une structure qui supporte la matrice de palpeurs, qui guide en translation la contre-matrice et qui soutient le système presseur. Un chapitre sera consacré à chacun de ces sous-ensembles. (Voir la Fig.5 en page 6 du document Présentation Mécanique.pdf, et surtout la Fig.9 en page 9.) Dans ce chapitre nous allons réaliser le sous-ensemble représenté en Fig.10 du même document reproduite ci-dessous.
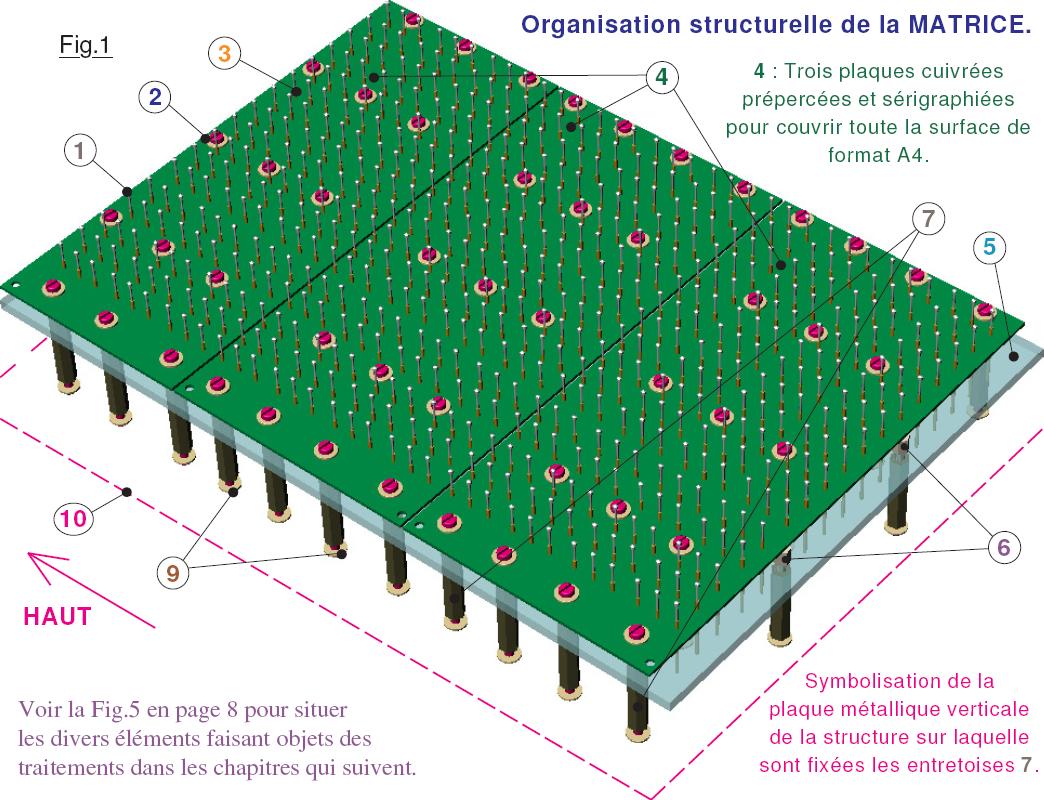
Contraintes de conception de la matrice :
• Utiliser des plaques prépercées 4 du commerce,
• Éloigner le plus possible chaque palpeur 3 de ses voisins et des vis de fixation 2 des C.I,
• Répartition pour utiliser au mieux une feuille A4, (Qualité opérationnelle.)
• Répartition pour favoriser la présentation de la grille, (Le haut dépasse très peu !)
• Répartition pour ménager des marges imprimante, (Difficile pour le bas.)
• Répartition pour disperser au mieux les colonnes de soutien. (Et les contrefiches.)
Perçage des trous de liaison entre les C.I. 4 et la plaque 5.
Disposer d’une perceuse sensitive d’électronicien $ montée sur colonne pour usiner bien verticalement est incontournable. Un montage d’usinage (C’est à dire un grand plateau en bois sur lequel est immobilisée la colonne de la perceuse.) est INDISPENSABLE. Le « poste de travail » doit être ergonomique et l’opérateur, C’est à dire vous, confortablement installé. Ce poste de travail se voit sur IMAGE 8.JPG de <01) La Matrice\B) Perçage des trous pour les palpeurs>.
01) Tailler le circuit imprimé du haut aux dimensions.
02) Tailler la plaque en « Altuglas » aux dimensions. (Voir PLANS.pdf en page 3)
03) Sur les circuits imprimés (C.I. pour la suite.) percer avec $ à Ø 0,8mm tous les trous des palpeurs, car les trous prépercés ne sont pas de diamètre suffisant pour les palpeurs.
04) Sur les circuits imprimés agrandir à Ø 3mm avec une chignole deux trous diagonalement opposés.
05) Positionner avec précision les C.I. sur la plaque en « Altuglas » et y percer les trous diagonalement opposés avec § en soignant particulièrement leurs positions. (Attention : Il faut impérativement augmenter progressivement le diamètre à environ 2mm puis passer au finisseur de 3mm.)
06) Immobiliser les trois C.I. sur la plaque en « Altuglas » avec des boulons Ø M3mm.
07) Percer, et contre-percer les deux autres trous diagonaux avec §. Séparer les plaques pour évacuer les copeaux puis rassembler le tout et conforter toutes les liaisons avec des boulons Ø M3mm.
08) Par de petites marques latérales repérer la position et l’orientation de chaque plaque.
09) Agrandir les trous à Ø3mm, remonter l’ensemble des C.I. contre la plaque en « Altuglas ».
10) Pour vérification ultime assembler le total avec les entretoises nylon 6 en place. Tout redémonter.
Réalisation des trous dans 5 pour le passage des palpeurs 3.
Seule façon d’assurer l’alignement parfait des 561 trous de passage des palpeurs télescopique par rapport à la plaque d’Altuglas : Réaliser tous ces alésages par contre-perçage, c’est à dire en immobilisant les C.I. 4 directement sur la plaque 5 et en se servant des trous déjà agrandis à Ø 1,4mm comme guide de perçage. L’illustration photographique de cette phase assez délicate est préservée
dans le dossier <Galerie d’IMAGES\01) La Matrice\B) Perçage des trous pour les palpeurs>.
11) Repérer tous les trous de liaison comme montré sur IMAGE 5.JPG.
12) Assembler les trois C.I. 4 sur la plaque 5 ce que l’on voit sur IMAGE 6.JPG et IMAGE 7.JPG.
13) Retourner l’ensemble et le surélever par des livres sur le poste de travil : IMAGE 8.JPG.
14) Contre percer à Ø1,4mm comme on le voit sur IMAGE 9.JPG.
15) IMAGE 10.JPG et IMAGE 11.JPG révèlent que des copeaux s’intercalent entre le circuit impimé et la plaque d’Altuglas. Il faut régulièrement démonter les deux pièces et les évacuer, car ils déformeraient par accumulation ces deux éléments.
Outre les problèmes rencontrés et décrits dans l’encadré, quand on retaille la plaque d’ALTUGLAS aux dimensions désirées avec une scie ordinaire, il est pratiquement impossible de ne pas engendrer de microfissures à la périphérie. (C’est du reste pour cette raison que réaliser des cames en Altuglas a été abandonné.) Pour éviter que ces petites entailles ne s’agrandissent, de petits usinages avec une lime en « demi-Lune » sont pratiqués.

Liaison interface entre la plaque d’Altuglas et la structure du lecteur.
Avant d’envisager le soudage des palpeurs sur les circuits imprimés ainsi que les 561 diodes, il faut impérativement anticiper l’immobilisation de la MATRICE sur le corps du LECTEUR. C’est la phase qui consiste à « contre-percer » tous les trous de liaison entre la MATRICE et le dos du corps du lecteur de feuilles perforées, par l’entremise des colonnes hexagonales repérées 7 sur la Fig.1 de la page 3. Quand on procèdera à l’assemblage complet, il faut que les trous percés sur la plaque d’aluminium soit positionnés avec précision pour que les colonnes 7 soient parfaitement perpendiculaires à 5 et à 10. À ce stade, le corps de l’ensemble qui s’immobilise sur le châssis de la machine était parfaitement défini sur ordinateur. Toutes les dimensions des nombreux éléments de cet assemblage étaient connues. En particulier la plaque métallique verticale qui constitue le dos du LECTEUR fait 237mm de largeur et 310mm de hauteur. (Voir PLANS.pdf en page 2)
16) Positionner avec précision la plaque en « Altuglas » sur la plaque en Aluminium, repérer deux trous diagonaux, les percer à Ø 3mm. Immobiliser la plaque en « Altuglas » avec ces deux trous puis repérer tous les autres passages de vis. Percer tous les trous à Ø 3mm.
Il est fort probable que l’ensemble des 51 trous de liaison sur la plaque aluminium ne seront pas parfaitement alignés avec ceux de la plaque en « Altuglas ». Il faut aligner les traversées :
17) Immobiliser la plaque d’Altuglas par les quatre boulons d’angles directement sur la plaque en aluminium. Puis, contre-percer tous les trous de la plaque en « Altuglas » avec un outil manuel en se servant de celle d’Aluminium comme guide. Chaque fois qu’un trou est « alésé » y fixer un boulon.
18) Démonter l’ensemble et ébavurer les trous de la plaque 10 des deux cotés avec un foret ≈ Ø 5mm.
Tester la mise en place de l’intégralité des palpeurs.
Opération incontournable, avant d’envisager de souder les palpeurs sur les plaques de circuits imprimés, il faut au préalable assembler la totalité des 561 capteurs et ainsi vérifier qu’ils sont faciles à mettre en place et que leurs positions et leurs orientations frisent le parfait.
19) Ébavurer à leur tour les 561 les trous des deux cotés de 5 avec un foret » Ø 3mm. (Voir la Fig.7)
20) Pour chaque trous vérifier la traversée facile de la plaque 5 par le palpeur 3.
21) Assembler à nouveau le total, les C.I. étant cette fois du coté d’utilisation et les entretoises en nylon d’écartement étant en place. (*) Manuellement vérifier avec un foret de Ø1,4mm saisi dans l’outil manuel de la Fig.7 la traversée sans « coincement » des 561 trous. Puis, mettre en place tous les palpeurs pour s’assurer qu’il est facile de les insérer. Pour passer au soudage il faut à ce stade les redéposer !
(*) Pour assembler tous ces éléments, on place la plaque en « Altuglas » à plat avec les quatre entretoises hexagonales vissées. On y positionne approximativement toutes les entretoises en nylon d’un circuit imprimé, trou par trou, à l’aide d’un « pointeau de positionnement » on aligne les éléments et l’on place le boulon Ø M3. On procède ainsi pour les trois circuits imprimés.

Protocole de soudure de la matrice de palpeurs sur les circuits imprimés.
Quand dans la boite aux lettres on ouvre le petit colis qui contient six sachets de 100 palpeurs comme celui de la Fig.2 ou six paquets de 100 diodes dont 561 sont étalées comme sur la Fig.3, on est un peu victime d’un découragement inquiétant. Pourtant, câbler tous ces éléments n’a rien de spécifiquement délicat si l’on s’y prend avec méthode. C’est précisément cette activité un peu fastidieuse et routinière, mais qui reste aisée, qui va 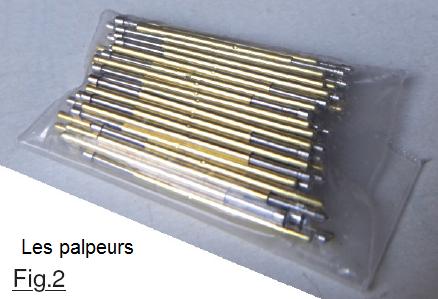 donner lieu aux chapitres qui suivent.
donner lieu aux chapitres qui suivent.
Les trois circuits imprimés sont en place et immobilisés par les 51 petits boulons. Vis et rondelles sont celles prévues, les entretoises hexagonales de 30mm de longueur sont remplacées provisoirement par des écrous Ø M3. On va préparer un « montage d’usinage » pour aligner tous les palpeurs sur un même plan. C’est impératif, car ainsi tous les palpeurs seront simultanément au contact de la feuille de papier et seront enfoncés de façon identique lorsque la contre-plaque sera pressée.
Les photographies qui servent à illustrer cette phase des opérations de soudage des palpeurs sur les trois circuits imprimés sont rangées dans la <Galerie d’IMAGES> et résident dans <01) La Matrice\G) Soudage des palpeurs>.
1) IMAGE 26.JPG retirer les 49 vis réparties sur toute la surface et les remplacer par des vis de 20mm.
2) Munir chaque vis d’une entretoise de 6mm, puis mettre en place la plaque en aluminium. C’est cette dernière qui servira de butée pour les palpeurs qui ainsi seront tous « coplanaires ». Voir les deux photographies IMAGE 27.JPG et IMAGE 28.JPG.
3) En partant du haut vers le bas, de la gauche vers la droite, par exemple, souder les palpeurs d’une rangée « horizontale ». Rangée terminée, vérifier leur alignement et leur dépassement. Pour chaque palpeur vérifier qu’il est parfaitement isolé électriquement de tous ses voisins, y compris ceux de la ligne qui se trouve « au dessus ». Puis, passer à la ligne suivante. Comme montré sur
IMAGE 29.JPG commencer par le centre et souder en avançant vers les extrémités.
Protocole de soudure  des diodes sur les palpeurs.
des diodes sur les palpeurs.
Globalement, la technique va consister à réaliser des « peignes » dont les tiges verticales à souder sont écartées avec précision à l’espacement existant entre deux palpeurs. Puis, quand tous les 33 peignes sont réalisés, travail à la chaîne, on passe au soudage de ces derniers sur les palpeurs. Les dix images qui vont illustrer ce chapitre sont dans la <Galerie d’IMAGES> rangées dans le sous-dossier <01) La Matrice\H) Soudage des diodes>.
1) Quand l’intégralité des palpeurs est soudée et vérifiée, déposer la plaque en aluminium.
2) Dans les quatre coins, utiliser une vis longue et une entretoises, qui ici est métallique sur
IMAGE 40.JPG, qui sert de colonne de retournement. Ainsi on peut poser l’ensemble avec les palpeurs vers le bas sans qu’ils ne touchent le plateau de travail.

3) Commencer par couder à 90° comme montré sur IMAGE 31.JPG les 561 diodes coté ANODE. ATTENTION : Sur tout ne pas se tromper de sens. Vérifiez, puis vérifiez et enfin vérifiez ! (En effet, quand la MATRICE sera terminée, il deviendra très délicat de changer si nécessaire une diode.)
4) En s’inspirant d’IMAGE 32.JPG utiliser un carton épais avec une ou deux rangées de trous espacés à la distance séparant deux palpeurs. Ce petit montage de soudage sur la Fig.4 est constitué du carton épais 3 traversé par les diodes 2. Pour qu’elles soient alignées sur les « peignes », un livre quelconque 4 surélève 3 du plan de travail 1. Ainsi leurs tiges inférieures ne butent pas sur 1 et les corps des diodes sont alignés.
5) Pour que le « peigne » reste vertical durant l’opération de soudure, il est facile comme sur
IMAGE 33.JPG de placer un obstacle en extrémité de la « rampe » des diodes 2.
6) Présenté sur IMAGE 34.JPG il faut vérifier que toutes les diodes du groupe soient conductrices dans le sens passant, et bien isolées dans le sens opposé. Une sonnette ou un ohmmètre sont indispensables.
7) Lorsque les 33 groupes sont achevés et vérifiés, on réalise les soudures d’IMAGE 35.JPG.
8) Bien visible sur IMAGE 36.JPG et sur IMAGE 37.JPG les rampes sont immobilisées sur les deux palpeurs d’extrémité par des pinces crocodiles. Ainsi tenue à la bonne hauteur on procède au soudage des cathodes sur les palpeurs. Avant de passer au peigne suivant on vérifie encore chaque diode dans les deux sens. Si c’est la bonne rangée, on visse les entretoises hexagonales.
• Pour faciliter cette opération on part du milieu vers les bords du haut et du bas.
Sur la photographie d’IMAGE 38.JPG la MATRICE est terminée. Il importe de remarquer que les trois circuits imprimés sont légèrement écartés les uns des autres, petit détail colorié en rouge. Ainsi les deux rangées de palpeurs les plus proches des bords seront à la bonne distance l’une de l’autre conformément aux positions imprimées sur les feuilles de programme. Notez également que pour repérer la position et l’orientation des trois circuits imprimés, mis en évidence par les ovales bleus, des entailles sont pratiquée sur les C.I. et sur la plaque d’Altuglas. L’IMAGE 39.JPG présente la MATRICE terminée coté palpeurs avec les six entretoises servant de colonnes sur lesquelles reposait l’ensemble durant le soudage avec une vue rapprochée sur IMAGE 40.JPG.
Quand l’intégralité des entretoises hexagonales de 30mm est assemblée, possibilité à ce stade de vérifier que toutes les vis de liaison de la plaque en aluminium peuvent facilement se monter.
La suite est ici.


