Décrite mécaniquement dans le chapitre n°17, il aurait été plus pertinent de passer au câblage immédiatement à la suite. La mise en page qui a « intercalé » la réalisation du PUPITRE en n°18 n’est pas idéale. Dommage, on va faire avec, car je n’ai pas le courage de « tout rebousculer » …
Bien que relevant d’une certaine « routine » pour qui possède une certaine expérience en soudure de modules électroniques, cette opération qui ne présente aucune difficulté particulière n’en exige pas moins beaucoup de rigueur et de méthode pour la conduire avec certitude et facilité. Chaque fois qu’un composant est soudé, immédiatement avec la sonnette il est vérifié pour s’assurer qu’il n’a absolument pas été détérioré lors du soudage. Cette éventualité est assez peu vraisemblable, mais un contrôle permanent au fur et à mesure du déroulement des opérations doit rester un principe incontournable.
Typique d’une unité particulièrement encombrée de très nombreuses lignes de raccordement, la Fig.62 démontre qu’une confusion potentielle entre toutes ces jonctions devient évidente. Le chapitre suivant propose une technique pour parer ce risque. La première étape consiste à repérer comme en 1 tous les composants, évitant de passer son temps à « retourner la chaussette ». Des lignes filaires de même nature 12 sont torsadées pour former des torons souples et bien différenciés, comme par exemple en 6 celui qui relie la rampe de LEDs 7 aux sorties de la MATRICE. Comme les trois derniers fils de la nappe sertie sur une fiche HE14 ne sont pas utilisés, au lieu de les couper ils sont réunis dans un toron 2 conservé « pour le cas où » …
Pour ensuite souder ces nombreux fils sur une DB25 telle que celle en 11, ils sont au préalable repérés par de petites étiquettes 14. Comme explicité dans le chapitre qui suit, les connecteurs HE14 tel que celui visible en 13 sont repérés par des manchons isolants de couleur. De nombreuses ligne indépendantes ne comportent que deux ou trois fils qui ne sont alors pas séparés mais uniquement soudés à leur extrémité sur un HE14 femelle à deux ou trois picots.
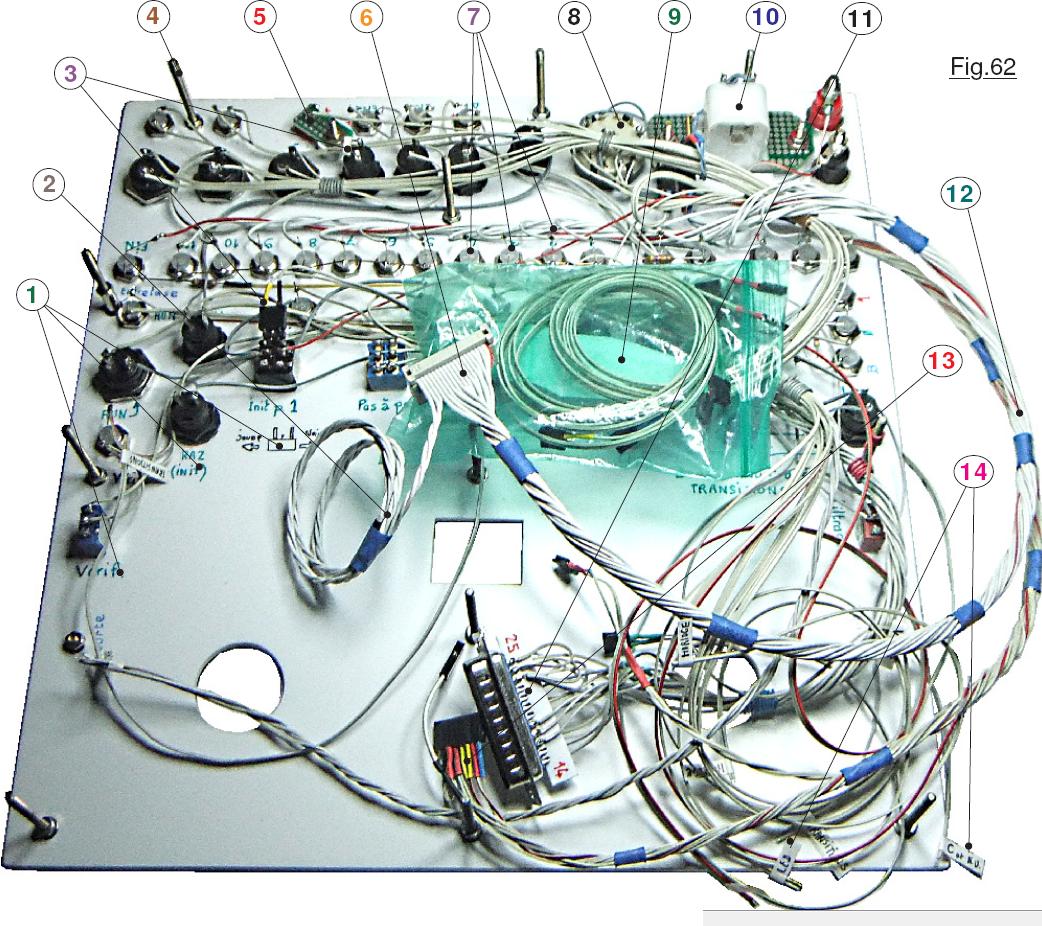
Ces nombreuses connections ont tendance à s’enrouler et s’accrocher
partout, et génère en outre une gène notable pour souder les autres composants. Aussi, elles sont enroulées et logées provisoirement dans une pochette 9 de récupération dans des colis de livraison de composants. Sur cette photographie on retrouve en 8 le commutateur de sélection des calibres de mesurage à l’aide du galvanomètre 10. En 5 on reconnait la LED rouge clignotante de 10mm de diamètre du disjoncteur de surintensité. Noter que deux connecteurs HE14 sont soudés en 3 directement sur l’inverseur et sur le bouton poussoir car ils doivent rester totalement indépendants pour pouvoir séparer la face avant de la plaque métallique verticale qui la supporte. Enfin en 4 on retrouve les vis de longueur 40mm sous tête qui vont assurer la liaison entre la face avant et la plaque verticale. La distance utile entre la face avant et cette plaque support ne fait qu’environ 28mm. L’ensemble des composants et des lignes filaires ne doit pas dépasser cette épaisseur, raison pour laquelle les torsades sont soigneusement « plaquées » sur la face en polystyrène choc.
La suite est ici.


