Merci les gars, vous êtes vraiment sympas !
- j'utilise Cura15.04.6
- pour tester, je me suis un jeton de caddie(20mm x 2mm),
http://www.thingiverse.com/thing:1708189, ou la plus petite poutre Lego,
http://www.thingiverse.com/thing:1669056 , épaisseur de la coque 0,8mm.
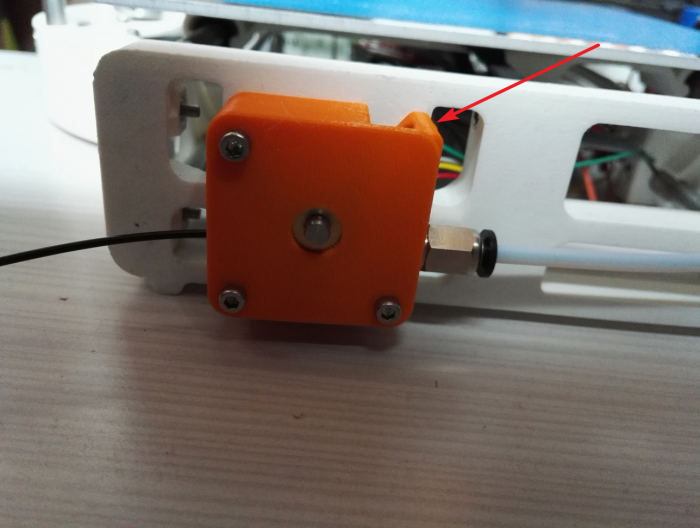
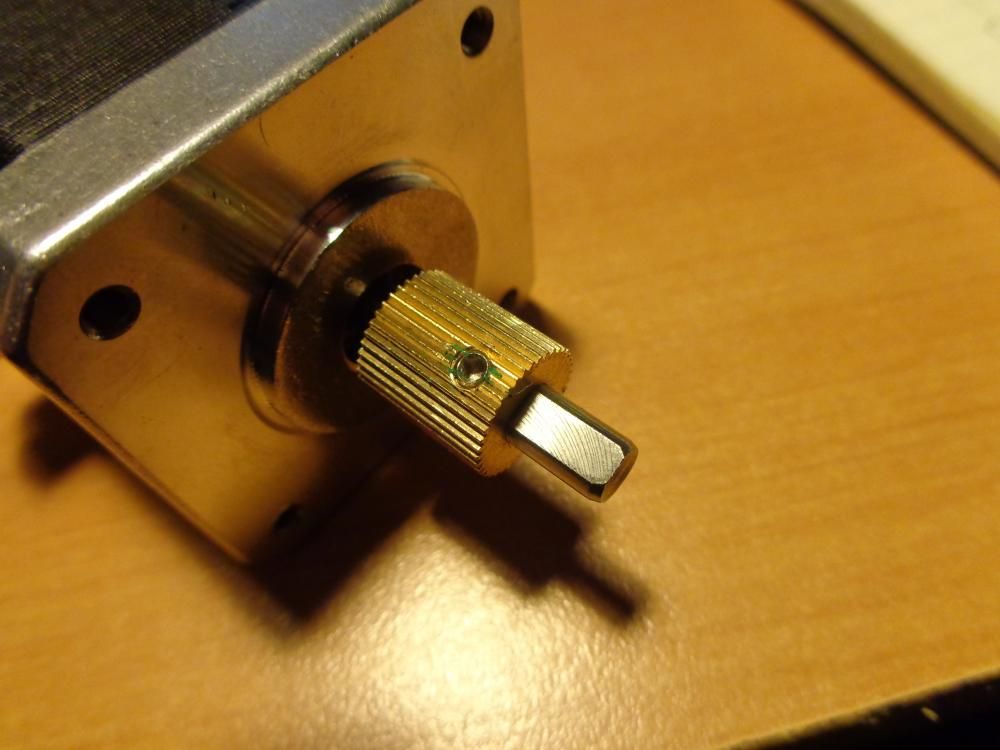
- l'extruder, je l'ai démonté plusieurs fois. Non, le fil ne passe pas sur la visse de serrage du galet. Ce problème est connu par le SAV. Toute cette partie a été changé, sauf le moteur. Je ne pense pas que ça vienne de l'extruder car il fonctionne très bien quand le fil n'est pas dans la tête (impression à vide)
- cela ne doit pas être trop compliqué de régler la pression de la gâchette de l'extruder. Il suffit de percer dans l'axe du ressort et de mettre une longue visse de réglage. À voir.
- la hauteur de la buse, l'offset, est archi bien réglée, c'est pas ça ! Pour mémoire, ça claque même quand j'extrude avec la buse est à 10cm du plateau.
- la première couche, c'est pas ça. Je rappelle que j'ai super bien imprimé pendant 3 jours, voir stress test, plus haut.
- j'ai vérifié la résistance du capteur de chaleur(non branché bien sûr!), 100k, c'est bon.
Je pense comme Path, cela vient de la tête au moment du rétracte juste avant de commencer l'impression. Le test est simple, proposé par le SAV, enfoncer le fil avec le tube, au moment de l'avant dernière palpation, en haut à droite, et là ça marche. Même pendant 2 heures, voir stress test. Si des claquements arrivent pendant l'impression, il faut tester en baissant le Débit%(flow) à 94%. Parait que ça résout le problème. Mais moi, je n'ai pas ce problème. Pas encore...
Hier, j'ai démonté une tête, l'avant dernière, celle qui était censée avoir un problème. J'ai chauffé la buse avec un petit chalumeau de cuisine. Tout le PLA a bien fondu.
En fait, démonté une buse, c'est archi simple:
- avec des gants mappa, on dévisse le radiateur du cube. Les gants mappa, c'est pour avoir de la force dans les doigts.
- puis, toujours avec des gants mappa, on dévisse le petit tube qui contient le tube PTFE, s'il est resté dans le radiateur.
- Le plus délicat, c'est de retirer le tube chauffant. Retirer la visse de serrage. On enfonce délicatement la lame d'un tournevis entre les mâchoires du cube. On pousse légèrement le tube chauffant de manière à pouvoir mettre le cube entre les mâchoires d'un étau. Doucement avec l'étau !
- Là, on dévisse la buse avec une clé.
- ne pas démonter le capteur de chaleur, en principe, il est collé.
Là, on se retrouve avec une tête démontée. On remonte le tout avec ses doigts et toujours des gants mappa. Attention, le tube dans le radiateur, c'est 2N maximum!!! Alors il faut y aller doucement, avec ses mains on peut aller beaucoup haut, 15N, j'ai entendu dire...
On remonte la buse avec une clé, et sans forcer.
Bon, et bien aujourd'hui, je vais tester cette tête montée par mes soins.
Hier, impossible d'avoir le SAV.
























{kind=link}