
Attention !
C'est quoi cette variable {Z_TRAVEL_SPEED} ?
Ah ! Oui, c'est la vitesse de déplacement, http://reprap.org/wiki/G-code/fr#G0_.26_G1:_Move, là il met la buse très haute.
Tu devrais trouver une autre instruction G1 Zn.nn un peu plus loin.

183 réponses à ce sujet
#61

Oracid
-

- Modérateur
-

- 7â¯030 messages
Pilier du forum
- Gender:Male
#62
Oliver17
-
- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn
Posté 16 septembre 2016 - 07:34
Dans Gcode de démarrage je n'ai que ça :
; Default start code
G28 ; Home extruder
G1 Z15 F{Z_TRAVEL_SPEED}
M107 ; Turn off fan
G90 ; Absolute positioning
M82 ; Extruder in absolute mode
{IF_BED}M190 S{BED}
; Activate all used extruder
{IF_EXT0}M104 T0 S{TEMP0}
G92 E0 ; Reset extruder position
; Wait for all used extruders to reach temperature
{IF_EXT0}M109 T0 S{TEMP0}
Sinon la buse très haute ça me permet comme ça de nettoyer ce qui sort avant impression 
Voilà ce que j'ai fais, mais peut on mettre plusieurs fois une commande G1 dans le Gcode ?
; Default start code
G28 ; Home extruder
G1 Z15 F{Z_TRAVEL_SPEED}
G1 E25
M107 ; Turn off fan
G90 ; Absolute positioning
M82 ; Extruder in absolute mode
{IF_BED}M190 S{BED}
; Activate all used extruder
{IF_EXT0}M104 T0 S{TEMP0}
G92 E0 ; Reset extruder position
; Wait for all used extruders to reach temperature
{IF_EXT0}M109 T0 S{TEMP0}
G1 Z0.8
J'ai placé un G1 à la suite de l'autre pour faire sortir 25 mm de filament avant le départ.
Et un autre à la fin pour descendre à 0.8 mm sur Z.
Je testerai ça demain, voir si ça fonctionne
Merci
Modifié par Oliver17, 16 septembre 2016 - 07:52 .

#63
Telson
-

- Membres
-
- 975 messages
Membre passionné
- Gender:Male
- Location:Punaauai - Tahiti
Posté 17 septembre 2016 - 02:22
En ce qui me concerne dans G-code j'ai ceci :
; Default start code
G28 ; Home extruder
G1 Z15 F{Z_TRAVEL_SPEED}
M107 ; Turn off fan
G90 ; Absolute positioning
M82 ; Extruder in absolute mode
{IF_BED}M190 S{BED}
; Activate all used extruder
{IF_EXT0}M104 T0 S{TEMP0}
G92 E0 ; Reset extruder position
; Wait for all used extruders to reach temperature
{IF_EXT0}M109 T0 S{TEMP0}
Je fais donc 4 homing du Z à chaque angle de mon plateau. A chaque homing, je place une feuille de papier sous la buse et je règle la hauteur du plateau pour que celle-ci glisse sous la buse. La feuille doit pouvoir glisser sous la buse avec une légère résistance mais ne doit pas glisser facilement.
cura et le logiciel pour découper la pièce et générer le g-code
repetier et le logiciel qui interprète le g-code et donc piloter l'I3D.
Voici ma config :
Spoiler
#64
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 17 septembre 2016 - 06:54
Avec ce code, G1 Z0.8 , tu montes légèrement la buse, alors que au vue de ton impression, je l'aurais plutôt baissée en mettant une valeur négative.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#65
Oliver17
-
- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn
Posté 17 septembre 2016 - 07:38
@ Telson : Ouais je vais le refaire le homing, ça me fera pas de mal
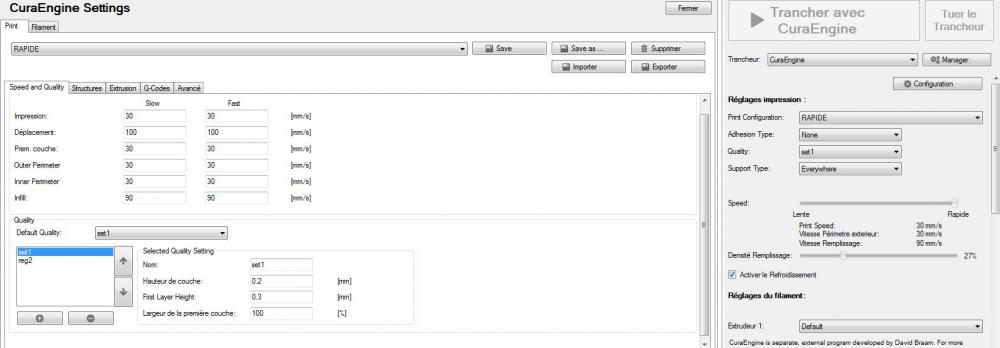
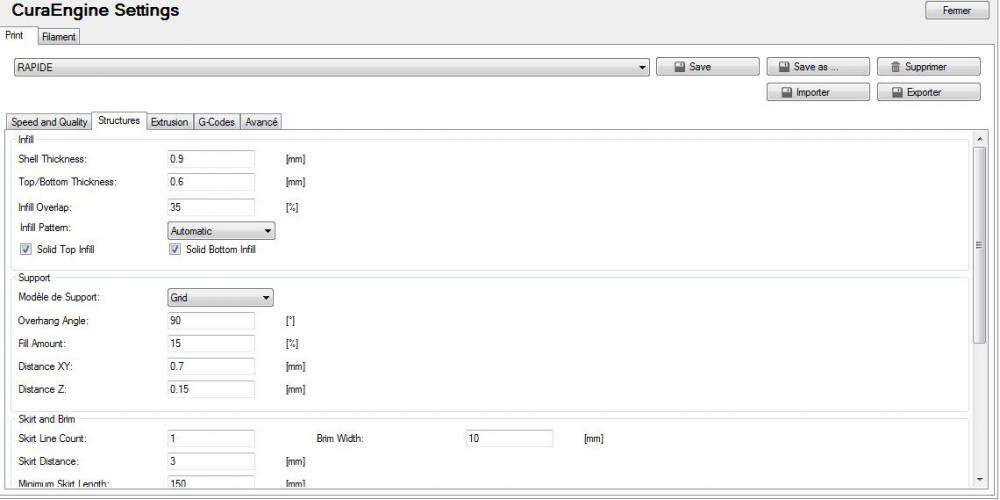
Inifl overlap : des gars ont testé (des scientifiques il parait) mais mes sources ne sont pas sur, qu'une valeur de 33 % au niveau résistance était bien suffisante, au delà ça ne change pas grand chose, mais bon c'est des il parait.
Par contre dans Speed and Quality je trouve ça dommage que tu es mis les même valeurs pour tout, car perso comme déjà dis, j'ai ralenti l'impression sur la première couche (ça fonctionne un peu mieux mais toujours cette buse éloignée) et ensuite une fois fait ça passe en speed et ça ne gène pas l'impression.
Mais si ça imprime bien sur ta machine comme ça, c'est cool
@ Oracid : ah ok je me suis dis que ça allait passer de 1.5 à 0.8 en descendant, mais je dis ça lol, en fait la machine ce cale bien à 15 mm de haut, et ensuite pour l'impression elle ce rapproche du plateau, donc en fait je vais peut être virer le 0.8
Merci les gars ^^ vais faire de nouveaux tests je vous tiens au courant .
Sinon les trois plateaux que j'ai reçu vous en pensez quoi, y a moyen de faire une machine géante en réunissant les plateaux ?
#66
Telson
-
- Membres
-
- 975 messages
Membre passionné
- Gender:Male
- Location:Punaauai - Tahiti
Posté 17 septembre 2016 - 08:03
Spécialement je ne me suis pas pris la tête pour la config car elle était déjà en place, j'ai monté le kit et j'ai imprimé.......
3 plateaux ????
#67
Oliver17
-
- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn
#68
Telson
-
- Membres
-
- 975 messages
Membre passionné
- Gender:Male
- Location:Punaauai - Tahiti
Posté 17 septembre 2016 - 09:14
une imprimante géante.............pourquoi pas.........
#69
Oliver17
-
- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn
Posté 17 septembre 2016 - 09:26
Mais j'ai aucune idée si je peux aligner tout les plateaux genre niveau taille d'impression cela ferait 400 x 560 x 200 (à voir si je conserve la hauteur d'origine, aucune idée).
Enfin bon, j'en suis pas encore là, déjà essayer de maîtriser l'outil, faire des tests pour le robot et on verra après
#70
Telson
-
- Membres
-
- 975 messages
Membre passionné
- Gender:Male
- Location:Punaauai - Tahiti
Posté 17 septembre 2016 - 10:10
chaque chose en son temps .......
#71
Oliver17
-
- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn
Posté 25 septembre 2016 - 05:43
Plop les maker's, une tite question, car là je viens d'imprimer une pièce, genre une boite ou je devais emboîter une plaque, sauf que ça fonctionne pas vous vous en doutez, bref, la question est, sur vos mesures lorsque vous modélisez une pièce, vous enlevez la taille de la hauteur de couche, ou vous avez d'autres techniques ??
Merci
#72
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 25 septembre 2016 - 05:55
Moi, je modélise la pièce comme je voudrais qu'elle soit.
Après, avec Cura, on peut épaissir la première couche pour compenser l'écrasement.
Mais une fois imprimé, ça doit correspondre à tes dimensions. C'est pour cette raison qu'il y a des impressions pour tester la précision de ton imprimante, et la régler.
Mais, j'ai pas eu le temps d'en arriver là...
Après, avec Cura, on peut épaissir la première couche pour compenser l'écrasement.
Mais une fois imprimé, ça doit correspondre à tes dimensions. C'est pour cette raison qu'il y a des impressions pour tester la précision de ton imprimante, et la régler.
Mais, j'ai pas eu le temps d'en arriver là...
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#73
Oliver17
-
- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn
Posté 25 septembre 2016 - 06:44
Hum, quand tu parles de première couche, on est d'accord que c'est la première couche qui touche le plateau, pas celle qui englobe la pièce ?
Le problème que j'ai rencontré, imagine une boite d'allumettes et sont rangement, et bien le rangement de loger pas pourtant sur la modélisation c'est tout bon et à l'impression j'ai de l'épaisseur en plus, j'en ai donc conclu que ça devait se jouer avec la hauteur de couche (0.3 pour ma part) qu'il faut que je déduise à la pièce pour que tout loge.
Bah, je ferais des tests, mais va falloir de la bobine bientôt lol, car ça part vite avec tout ces tests que j'ai pu faire.
Merci
#74
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 26 septembre 2016 - 07:12
Il existe des pièces qui permettent de vérifier la précision de ta machine.
Je n'ai pas de liens à te proposer, mais je suis d'avoir vu ce genre de choses.
Si quelqu'un connaît...
Je n'ai pas de liens à te proposer, mais je suis d'avoir vu ce genre de choses.
Si quelqu'un connaît...
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#75
Guigz65
-

- Membres
-
- 137 messages
Membre occasionnel
- Gender:Male
- Location:33 - Nord Gironde
Posté 26 septembre 2016 - 07:44
Une piece qui est pas mal c'est celle-ci :
http://www.thingiverse.com/thing:763622
Tu verra dans le pdf qui est dedans toute le bateau est côté et suivant les defaut de qualité tu visualise ce weekend
http://www.thingiverse.com/thing:763622
Tu verra dans le pdf qui est dedans toute le bateau est côté et suivant les defaut de qualité tu visualise ce weekend
- Guigz65 aime ceci
#76
Telson
-
- Membres
-
- 975 messages
Membre passionné
- Gender:Male
- Location:Punaauai - Tahiti
Posté 26 septembre 2016 - 08:37
Une pièce qui coulisse dans une autre....Et ça marche pas....rien d'étonnant........histoire de précision......
Concernant les stress tests j'ai au début utilisé des pièces très simples (carré, cube avec trou et axe) dont toutes les dimensions étaient connues.
De cette manière tu peut définir ta précision d'impression pour un trou, un axe, périmètre intérieur/extérieur, épaisseur paroi, ....
Maintenant il existe ce jolie petit bateau bien fait plus d'autres : http://www.makershop.fr/blog/tester-son-imprimante-3d/
#77
Oliver17
-
- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn
Posté 26 septembre 2016 - 08:47
Merci les gars de vos réponses, en fait me suis trompé de pièces, j'en ai un peu trop sur le bureau, donc, ça passe, faut juste que je peaufine un peu ^^
Il a fallu que je retravaille mon support moteur de base, pareil à peaufiner mais je crois que je suis pas mal là ^^
Merci
#78
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 26 septembre 2016 - 11:29
Le petit bateau, je l'ai fait, c'est pas mal.
Ton lien est super, Telson, c'est exactement ce que je cherchais. Merci.
Ton lien est super, Telson, c'est exactement ce que je cherchais. Merci.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#79
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 04 novembre 2016 - 07:18
Je bascule ici pour ne pas pourrir ton autre fil.
Merci pour le .stl de ton torse.
C'est une pièce vraiment énorme. Ce qui m'intéresse c'est de savoir comment sont imprimés les trous.
Est ce que tu les taraudes à la main, après les avoir imprimés ou sont-ils bons sans aucune modification.
As-tu quelques conseils à me donner ? Peux-tu nous mettre quelques photos.
Dans mes pièces Lego, j'ai également des trous dont l'axe est parallèle au sol, et franchement ils ne sont pas très beau.
Merci pour le .stl de ton torse.
C'est une pièce vraiment énorme. Ce qui m'intéresse c'est de savoir comment sont imprimés les trous.
Est ce que tu les taraudes à la main, après les avoir imprimés ou sont-ils bons sans aucune modification.
As-tu quelques conseils à me donner ? Peux-tu nous mettre quelques photos.
Dans mes pièces Lego, j'ai également des trous dont l'axe est parallèle au sol, et franchement ils ne sont pas très beau.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#80
Oliver17
-
- Modérateur
-
- 2â¯758 messages
Pilier du forum
- Gender:Male
- Interests:Glenn
Posté 04 novembre 2016 - 10:15
Plop Oracid ^^
Alors non je ne les taraude pas, je fais de cette façon, utilisant des vis M3, si je veux visser dans ma pièce je fais un trou de la taille de la vis en comptant l'épaisseur de fil crois moi une vis sur 1 cm ça tiens, j'ai fais des tests comme un malade à tirer dessus avec des potes on a pas réussi à briser la pièce et ni arraché la vis.
Lorsque je veux que la vis passe, j'augmente un tout ptit peu l'emplacement pour la vis, de 3 mm je passe à 3.5 mm.
Sinon niveau réglage de la machine je suis en 0.3 épaisseur, buse à 210°, et plateau à 50°.
Niveau conseils ben je débute, ah si un ptit truc, comme je n'arrive pas à imprimer des angles plutôt propre (il y a des ptits retour sur mes piéces, je sais pas pourquoi peut être le vitesse de la machine), et bien je ponce éventuellement, mais pour les prochaines impressions du genre je vais laisser une petite marge


Si je peux aider, ou autres questions pas de soucis ^^








0 utilisateur(s) li(sen)t ce sujet
0 members, 0 guests, 0 anonymous users




