
Le fait de ne pas être en Direct Drive ne permet pas d'utiliser du NinjaFlex.
J'ai une bobine de NinjaFlex, j'ai une tête E3D V6 sur ma Dagoma, cela ne fonctionne pas. Mais cela fonctionne très bien avec du PolyFlex.
Si vous trouvez quelqu'un sur un fil qui dit le contraire sur https://www.lesimprimantes3d.fr/forum/, merci de me donner le lien.
Tous les extruders, E3D V6 ou MK8 viennent de Chine, si vous connaissez un fabricant européen , merci de me donner le lien.

842 réponses à ce sujet
#421

Oracid
-
- Modérateur
-

- 7â¯030 messages
Pilier du forum
- Gender:Male
#422
levend
-

- Membres
-
- 5â¯725 messages
Pilier du forum
- Gender:Male
- Location:Vendée
- Interests:Robotique, informatique, architecture et patrimoine...
Posté 13 avril 2017 - 10:28
Je n'aurais pas cru que le direct drive avait une telle incidence
Imprimante 3D : Prusa i3 (MK1) + CR-10S + CR-10 S5 + Artillery Sidewinder X2 + CR-30 + Elegoo Mars + Anycubic Wash & cure 2 + Phrozen Sonic Mega 8K + Phrozen Cure Mega + Tronxy VEHO 600 PRO
#423
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 13 avril 2017 - 01:26
Le Direct Drive, c'est la cours des grands.Je n'aurais pas cru que le direct drive avait une telle incidence
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#424
levend
-
- Membres
-
- 5â¯725 messages
Pilier du forum
- Gender:Male
- Location:Vendée
- Interests:Robotique, informatique, architecture et patrimoine...
Posté 13 avril 2017 - 05:49
Vu que je suis parti sur l'idée du multi-filament j'étais obligatoirement sans direct drive, donc je vais fouiller un peu sur le net pour ce problème.
Imprimante 3D : Prusa i3 (MK1) + CR-10S + CR-10 S5 + Artillery Sidewinder X2 + CR-30 + Elegoo Mars + Anycubic Wash & cure 2 + Phrozen Sonic Mega 8K + Phrozen Cure Mega + Tronxy VEHO 600 PRO
#425
Donovandu88
-

- Membres
-
- 680 messages
Membre passionné
- Gender:Male
Posté 15 avril 2017 - 08:13
Le direct drive permet de réduire la distance entre le hotend et l'extrudeur. Les problèmes sont donc moins présent. J'ai déjà entendu parlé qu'on pouvait faire du flexible en Bowden mais je n'ai pas essayé.
#426
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 15 avril 2017 - 08:23
Pas du NinjaFlex ! Et ce n'est pas faute d'avoir cherché.J'ai déjà entendu parlé qu'on pouvait faire du flexible en Bowden mais je n'ai pas essayé.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#427
Donovandu88
-
- Membres
-
- 680 messages
Membre passionné
- Gender:Male
Posté 15 avril 2017 - 08:24
D'accord, merci pour la précision 
#428
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 18 avril 2017 - 10:22
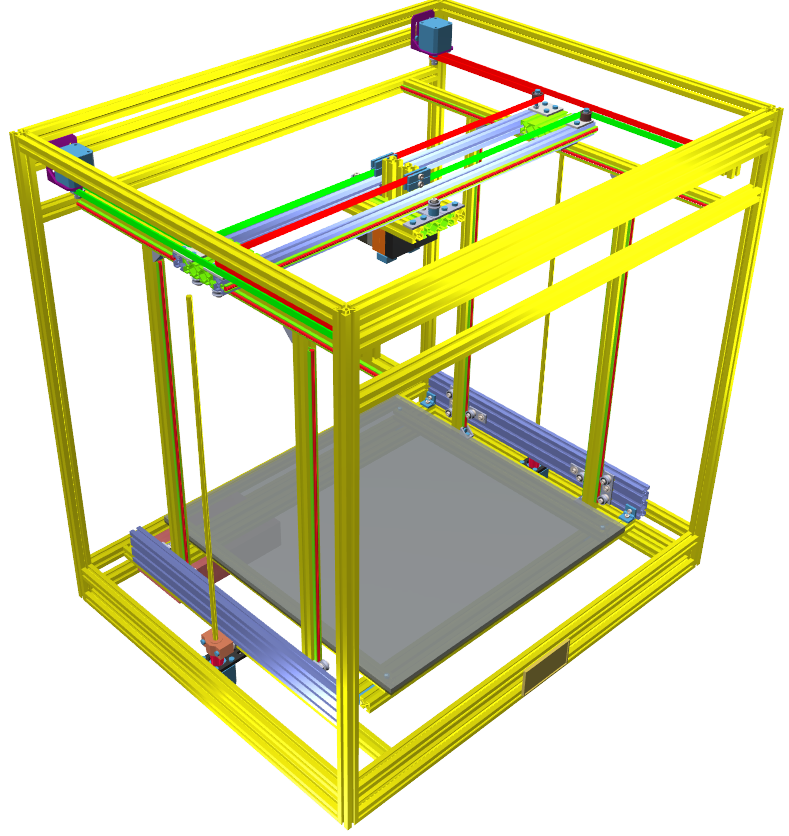
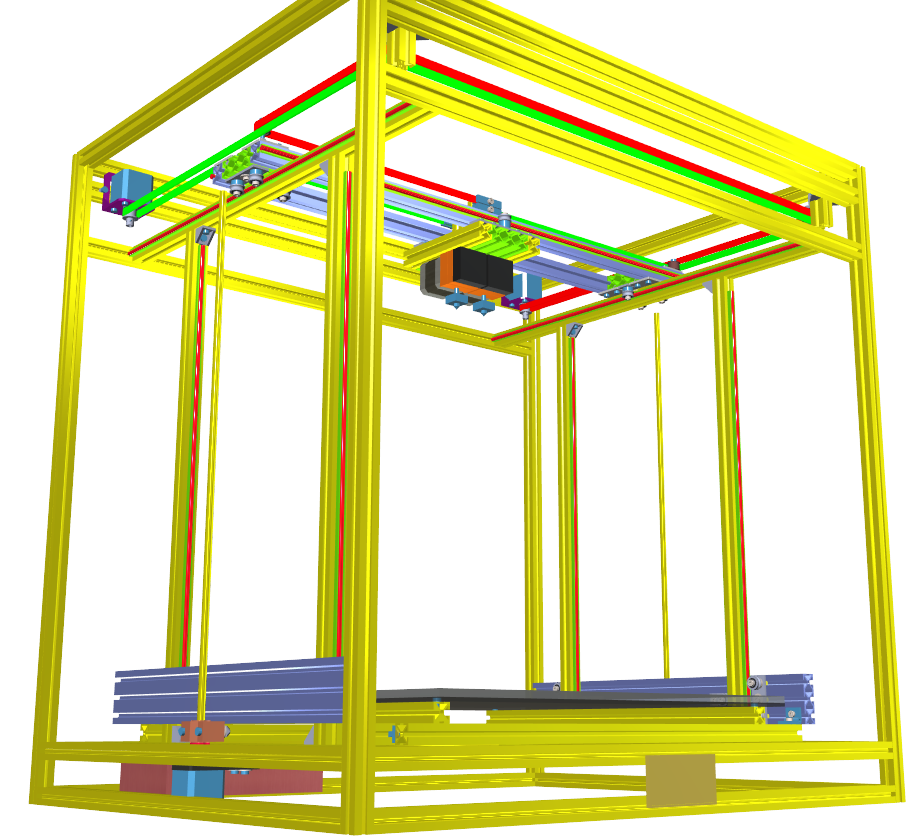
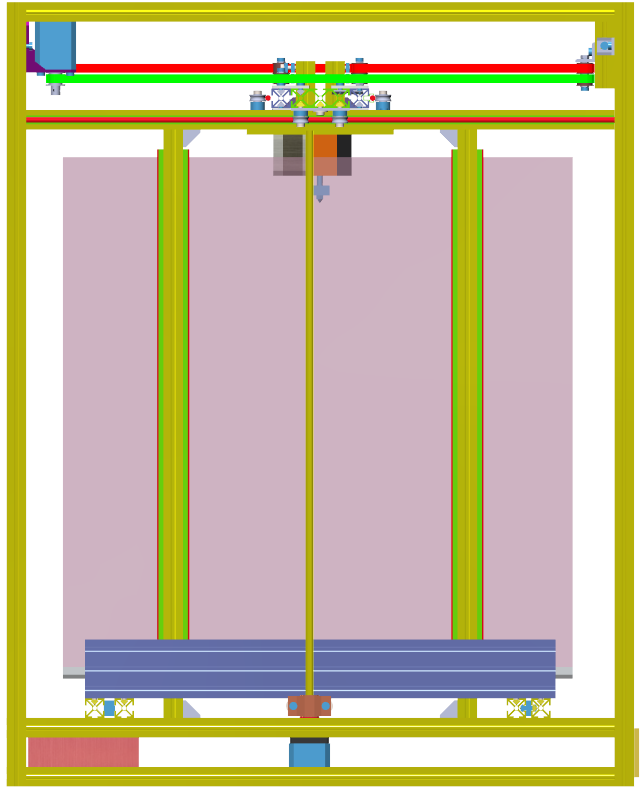
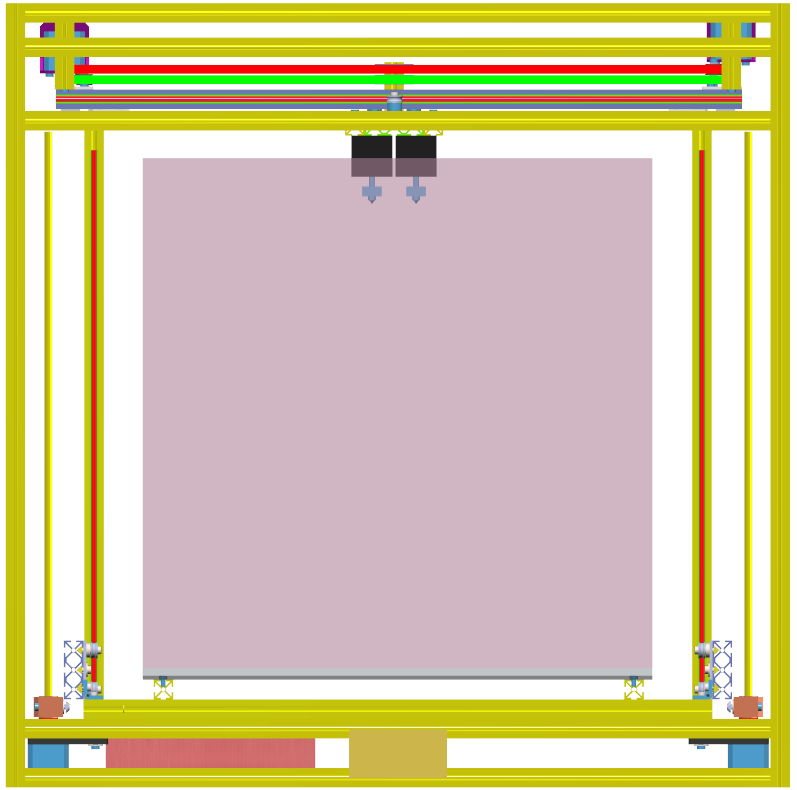
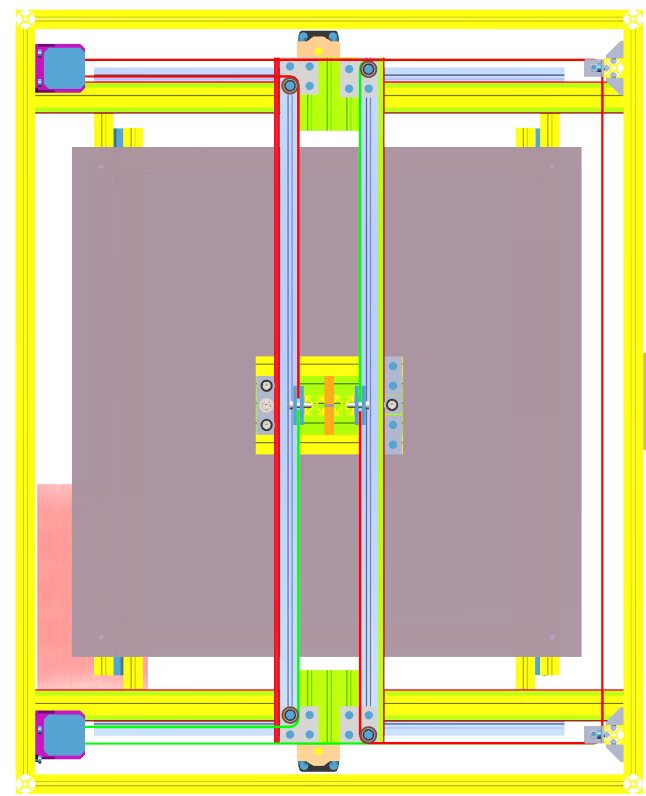
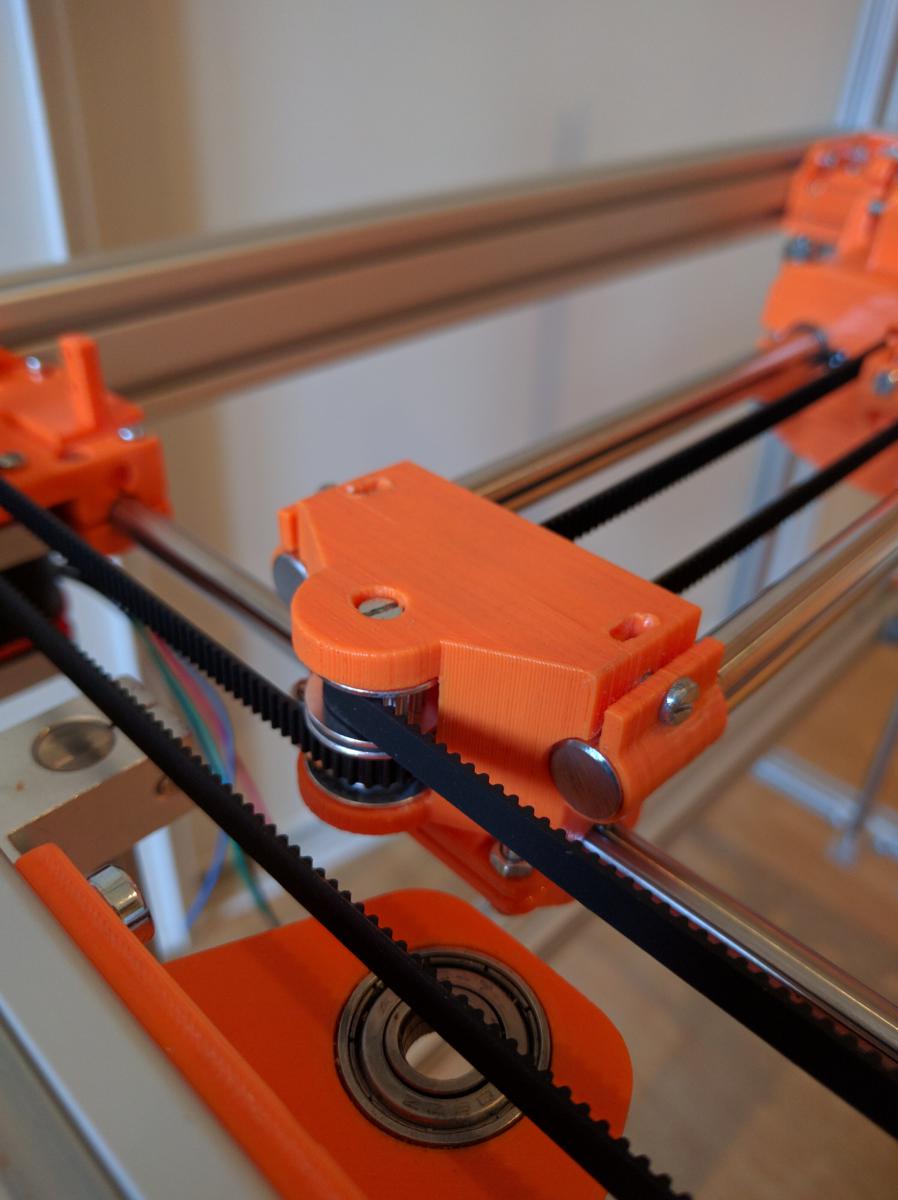
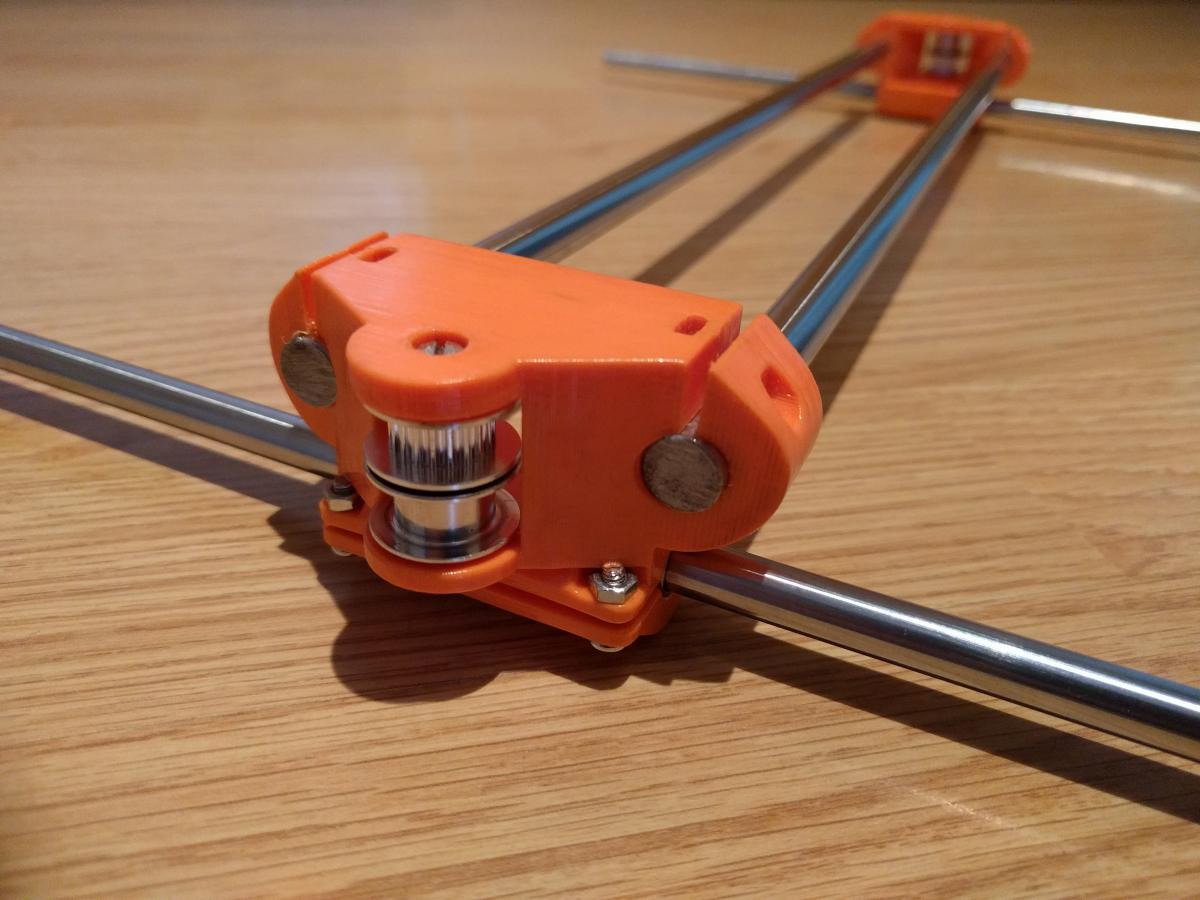
Voici quelques nouvelles de mon travail et de mes dernières "avancées".
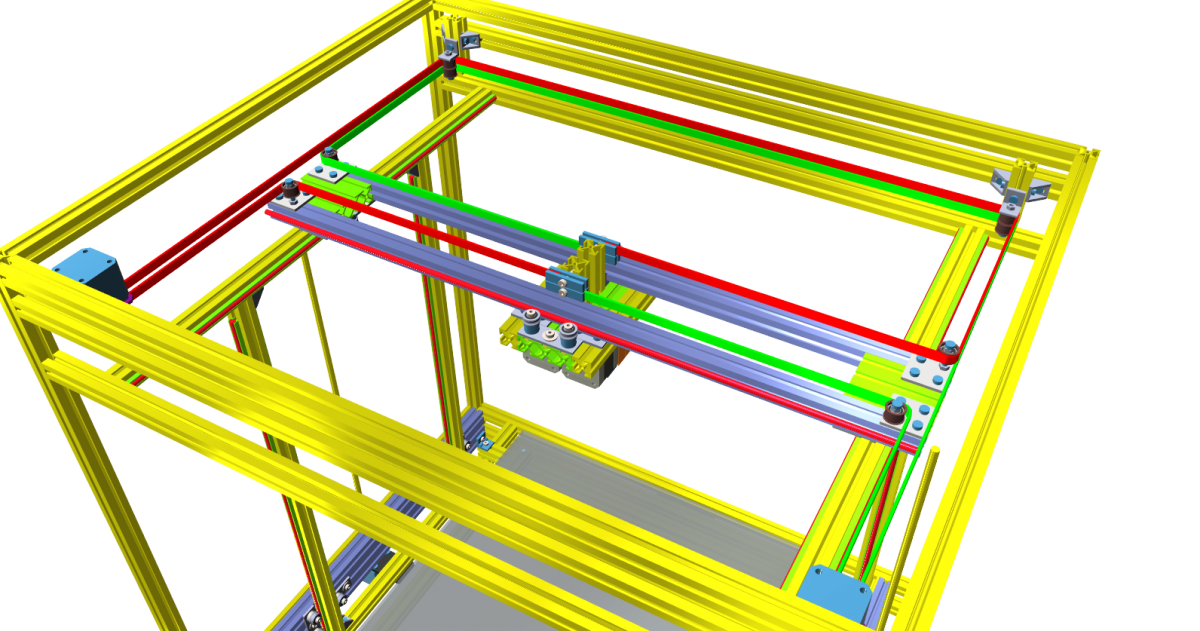
- j'ai déporté le mécanisme CoreXY sur la partie haute pour libéré l'axe X.
- j'ai fortement élargie l'axe X.
- j'ai positionné le chariot de l'axe X en dessous de l'axe.
Le résultat n'est pas génial et le volume d'impression est impacté, mais j'ai déjà plusieurs idées pour gratter les quelques centimètres qui me manquent.
Malheureusement, il manque quelques pièces dans le système Motedis qui allègeraient grandement l'ensemble.
J'ai de gros problème avec 123D Design, par exemple 1h30 pour sauvegarder un fichier. Je vais sans doute passer à Fusion 360, mais cela va me demander un gros investissement en temps.
Cliquer moi.
- j'ai déporté le mécanisme CoreXY sur la partie haute pour libéré l'axe X.
- j'ai fortement élargie l'axe X.
- j'ai positionné le chariot de l'axe X en dessous de l'axe.
Le résultat n'est pas génial et le volume d'impression est impacté, mais j'ai déjà plusieurs idées pour gratter les quelques centimètres qui me manquent.
Malheureusement, il manque quelques pièces dans le système Motedis qui allègeraient grandement l'ensemble.
J'ai de gros problème avec 123D Design, par exemple 1h30 pour sauvegarder un fichier. Je vais sans doute passer à Fusion 360, mais cela va me demander un gros investissement en temps.
Cliquer moi.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#429
Telson
-

- Membres
-
- 975 messages
Membre passionné
- Gender:Male
- Location:Punaauai - Tahiti
Posté 18 avril 2017 - 10:27
Vous visez quelle vitesse d'impression maximale et quelle précision d'impression.
C'est peut être une question bête mais vous avez pensez au nombre minimale de dent en contact avec une courroie pour avoir une transmission correcte??
++
#430
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 18 avril 2017 - 10:49
L'un des intérêts du mécanisme CoreXY, c'est d'autoriser des vitesses plus grandes. http://corexy.com/index.html, http://corexy.com/theory.htmlVous visez quelle vitesse d'impression maximale et quelle précision d'impression.
C'est peut être une question bête mais vous avez pensez au nombre minimale de dent en contact avec une courroie pour avoir une transmission correcte??
++
Pour la deuxième remarque, cela dépasse mes compétences, mais attention, seul les galets sur les moteurs ont des dents, les autres sont lisses.
Mon objectif était de reprendre une technique déjà éprouvée, mis en oeuvre par des personnes qui n'étaient pas des spécialistes, donc faisable.
Et je ne dis pas cela pour minimiser les compétences de Donovan, grace à qui je me suis décidé à proposer ce projet. Ou également le gamin de 15 ans qui a fabriqué la Vulcanus.
Cette technique a sans doute ses avantages et ses inconvénients, mais j'ai l'intuition qu'elle a beaucoup d'avantages par rapport au mécanisme classique.
C'est sans doute pour cette raison qu'elle est très en vogue actuellement.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#431
Telson
-
- Membres
-
- 975 messages
Membre passionné
- Gender:Male
- Location:Punaauai - Tahiti
Posté 18 avril 2017 - 10:58
Vous devriez pourtant avoir déjà une estimation de la vitesse maximale d’impression ou vous serez dans les 90 mm/s?
ok pour les galets d'entrainements et les autres sont lises mais avec de bords pour empêcher la courroie de glisser?
#432
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 18 avril 2017 - 11:11
Pour l'estimation de la vitesse, je laisse Donovan, répondre.
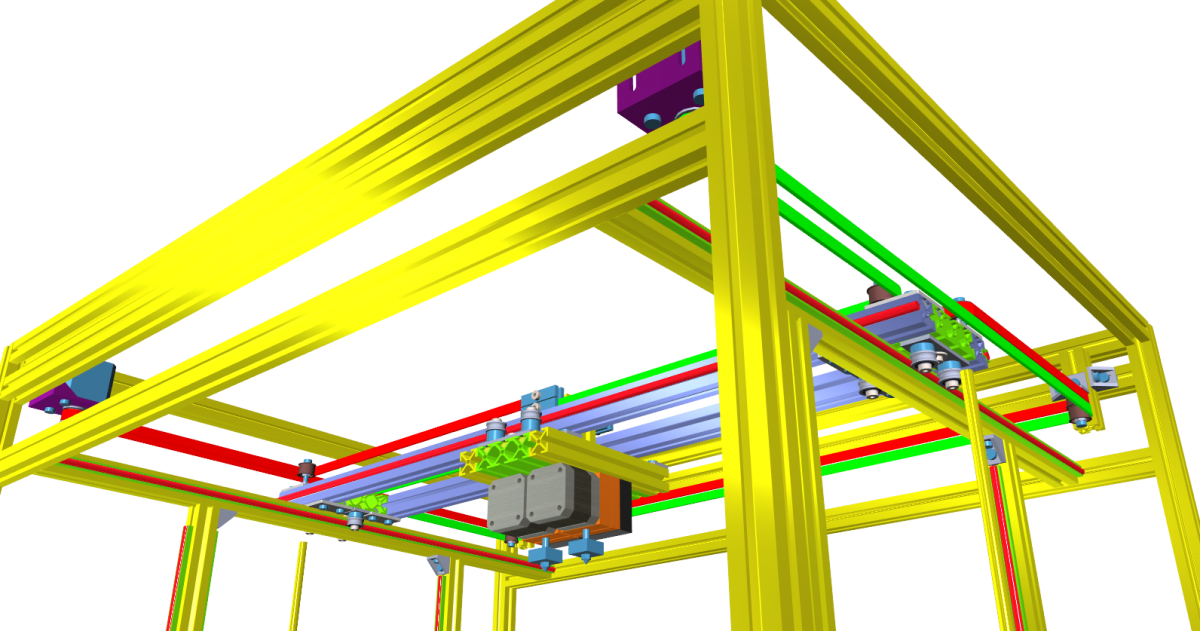
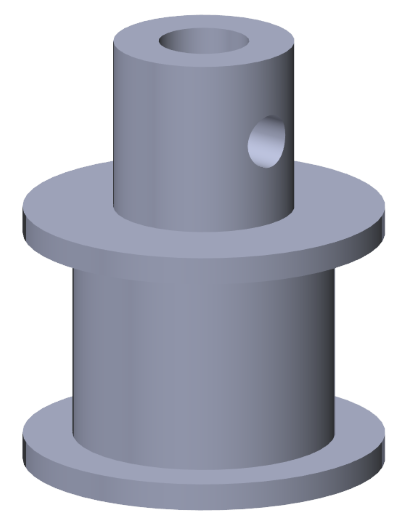
Voici un galet lisse et le galet cranté fixé sur le moteur (la modélisation n'est pas crantée)
Les 2 images ne sont pas à la même échelle, mais évidemment, ils ont le même diamètre.
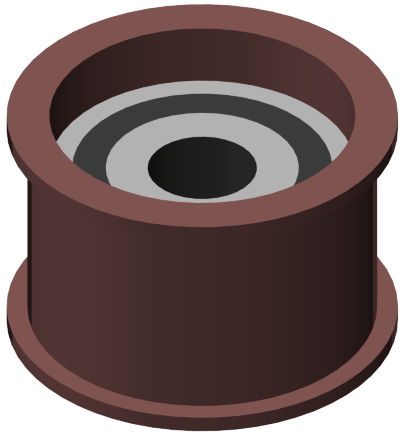
Voici un galet lisse et le galet cranté fixé sur le moteur (la modélisation n'est pas crantée)
Les 2 images ne sont pas à la même échelle, mais évidemment, ils ont le même diamètre.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#433
Norman
-

- Membres
-
- 144 messages
Membre occasionnel
Posté 18 avril 2017 - 01:47
Je sais pas si j'ai passez cette informations, mais c'est quoi la réponse pour la précision? (c'est assez important tous de meme^^)
#434
Telson
-
- Membres
-
- 975 messages
Membre passionné
- Gender:Male
- Location:Punaauai - Tahiti
Posté 18 avril 2017 - 05:06
et la vitesse aussi.....
#435
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 18 avril 2017 - 05:34
Je sais pas si j'ai passez cette informations, mais c'est quoi la réponse pour la précision? (c'est assez important tous de meme^^)
L'électronique est basée sur une Prusa i3 et la mécanique sur le principe du CoreXY.et la vitesse aussi.....
Si vous voulez voir le résultat des pièces imprimées par une machine de ce type, il vous suffit d'aller voir ce que fait Donovan, ici http://www.robot-maker.com/forum/topic/11216-bras-robot-bcn3d-moveo/
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#436
levend
-
- Membres
-
- 5â¯725 messages
Pilier du forum
- Gender:Male
- Location:Vendée
- Interests:Robotique, informatique, architecture et patrimoine...
Posté 18 avril 2017 - 07:24
Pour repondre a la question sur le nombre minimal de dents en contact avec la courroie : la courroie devrais etre en contact avec la moitie de la poulie moteur et meme un peu plus si les poulies sont bien places.
Desole pour les flutes, je n'ai plus de PC et je n'ai toujours pas trouve les accents sur mon smartphone.
Desole pour les flutes, je n'ai plus de PC et je n'ai toujours pas trouve les accents sur mon smartphone.
Imprimante 3D : Prusa i3 (MK1) + CR-10S + CR-10 S5 + Artillery Sidewinder X2 + CR-30 + Elegoo Mars + Anycubic Wash & cure 2 + Phrozen Sonic Mega 8K + Phrozen Cure Mega + Tronxy VEHO 600 PRO
#437
Donovandu88
-
- Membres
-
- 680 messages
Membre passionné
- Gender:Male
Posté 18 avril 2017 - 07:33
J'ai de gros problème avec 123D Design, par exemple 1h30 pour sauvegarder un fichier. Je vais sans doute passer à Fusion 360, mais cela va me demander un gros investissement en temps.
Passes a Solidworks, il tourne très bien.
C'est peut être une question bête mais vous avez pensez au nombre minimale de dent en contact avec une courroie pour avoir une transmission correcte??
Les courroies font des demi-tour complet autour des poulies des moteurs, donc les dents sont correctement en contact.
Pour la deuxième remarque, cela dépasse mes compétences, mais attention, seul les galets sur les moteurs ont des dents, les autres sont lisses.
Il me semble qu'il est mieux de mettre des dents lorsque la courroie passe sur une poulie du côté des dents. Je crois que ça permet de supprimer des vibrations. J'ai mis différentes poulies avec et sans dents sur ma machine.
Pour l'estimation de la vitesse, je laisse Donovan, répondre.
Les vitesses, on peut tout avoir. Quand j'imprime à vitesse normal (100%) je suis à 90mm/s pour l'impression, 110mm/s pour les remplissages. Mais j'ai déjà poussé la machine à 150% voir même 175% (peut-être même une fois à 200%) et je n'ai pas vu une grande différence au niveau de la qualité. La vitesse joue aussi sur la rapidité d'usure et de la fatigue mécanique de la machine.
#438
Donovandu88
-
- Membres
-
- 680 messages
Membre passionné
- Gender:Male
Posté 18 avril 2017 - 07:34
Desole pour les flutes, je n'ai plus de PC et je n'ai toujours pas trouve les accents sur mon smartphone.
Laisses ton doigt appuyé sur la touche (par exemple le "E") pour avoir le choix des accents.
#439
Oracid
-
- Modérateur
-
- 7â¯030 messages
Pilier du forum
- Gender:Male
Posté 18 avril 2017 - 08:10
Je suis passé à Fusion 360, http://www.robot-maker.com/forum/topic/11330-fusion-360-par-autodesk-modelisation-et-animation/Passes a Solidworks, il tourne très bien.
Pas compris.Il me semble qu'il est mieux de mettre des dents lorsque la courroie passe sur une poulie du côté des dents.
Ma chaine YouTube : https://www.youtube..../oracid1/videos
#440
Donovandu88
-
- Membres
-
- 680 messages
Membre passionné
- Gender:Male
Posté 19 avril 2017 - 06:27
Regardes mes poulies, la courroie passe soit coté dents soit coté lisse, du coup j'ai mis les poulies (avec ou sans dents) en conséquence.






1 utilisateur(s) li(sen)t ce sujet
0 members, 1 guests, 0 anonymous users

